(+91) 9830039165
Catalogue

What is cold Vulcanizing?
It is a new concept in conveyor belt maintenance and repair technology. It means vulcanization at ambient temperature.A specially formulated SUPER TACK Cold Vulcanizing Solution and a skilled splicer are required only to start your operation thereby allowing only 2 - 3 hours downtime.
Advantage of Super Tack Cold Vulcanizing Solution STG-50 & HR-120 Degree:
It imparts the following advantages
SUPER TACK Cold Vulcanizing Solution- STG-50 & HR-120 Degree Technological Marvel:
The weakest spot of a conveyor belt is the splice on which the safety factor is always based. Super Tack Research & Development was aimed at an improvement of the dynamic behavior of the splice under heavier loads, reduction of safety factor and shortening of splice length which saves appreciable quantity of costly nylon for the part of the belt manufacturer as well as helps the belt user to select a lower strength belt thereby saving considerable money.All these have been attained by SUPER TACK by the development of splice geometry and superb splicing material adding to the simplification of the manual works involved in splicing. This has evolved a good failure proof splicing system which brings the maintenance people to a situation FIT AND FORGET.
Splice joints made with SUPER TACK can withstand a load cycling test as per ISO 9856 without affecting the elastic and permanent elongation properties of belt carcass. It gives a very good flexing property of the splice through usage of specialized polymer which also resist oxidative and ozone degradation as compounded tanδ of SUPER TACK is appreciably low compared to conventional splicing material. This has been proven in dynamic flexing test in scottflex testing machine without any ply separation even after 1, 00,000 cycles+.
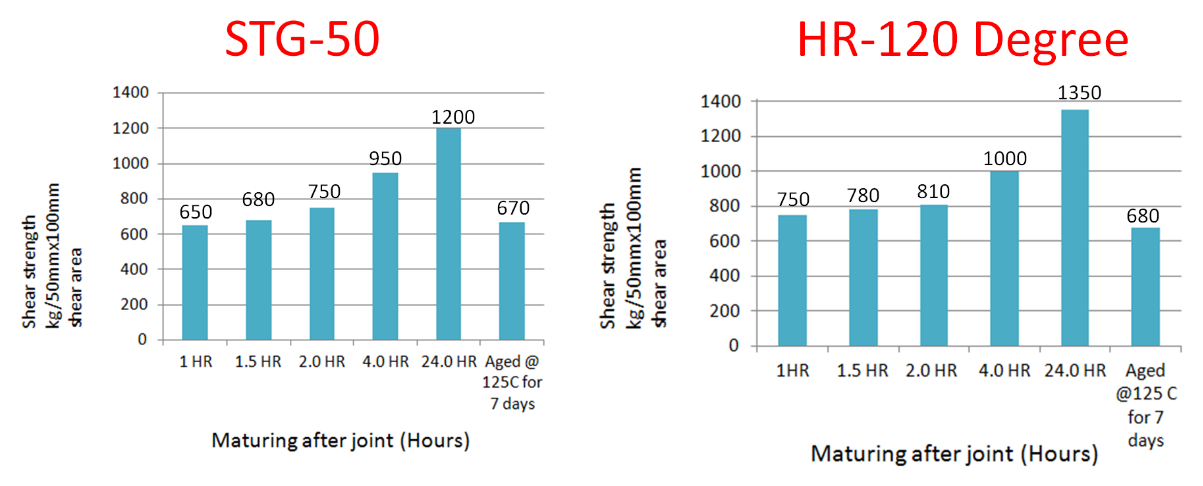
The splice joint with SUPER TACK HR-120 DEGREE solution is also heat resistant when tested as per ISO 4195-1987 (Part I) i.e., exposed to heat ageing in an air ageing oven for 7 days @125°C or tested as per DIN 22131 (Part III) for cord belting i.e., exposure to heat ageing for 150 minutes @ 145°C±5°C and at about10 bar pressure by means of vulcanizing press. In both the cases the aged tensile values in shear mode do not fall below 5% of initial tensile strength of the splice achieved within 1 hour of joining. SUPER TACK STG-50 is for ambient temperature application and equally resistant to oils, chemicals, fertilizers and water. SUPER TACK STG-50 is also capable of joining rubber to metal. When tested as per ISO it gives 8Kg/inch peel bond strength which easily meets all national and international standards with ease.
Time –Tensile Curve:
Product Specification STG-50:
Part A: Solution
Appearance: Creamy viscous liquid
Viscosity: 900±50cps (when measured by Brookfield viscometer with spindle LV3 in 30 rpm)
Total Solid: 22.0±1%,
Specific Gravity: 0.900
Flash Point: -5°C
Shelf Life: 6 months from the date of manufacture if stored in a cool dry place away from direct sunlight and heat
Minimum Packing: 1 & 5 litre in metal container
Part B: Hardener
Cross Linker: Solution of Thiophosphoric acid
TRIS-(P-ISOCYNATOPHENYLESTER)
Minimum Packing: Bottles containing 50gms. Of cross linker packed in card board box packing.
Part A + Part B: Mixed Adhesive
Mixed Ratio: 1 litre of STG-50 (Part A) with 1 small bottle of cross linker (Part B)
Pot life: One hour (in between coats keep the mixed adhesive with lid placed on the container)
Curing Time: 10 minutes in between coats subject to humidity in the atmosphere
Tack Retention Time: 15 minutes
No. of coats: 2 & 3 for critical applications
Coverage: 0.6 to 0.7 square meter per litre
Product Specification HR-120 DEGREE:
Part A: Solution
Appearance: Creamy viscous liquid
Viscosity: 980±50cps (when measured by Brookfield viscometer with spindle LV3 in 30 rpm)
Total Solid: 22.5±1.0%,
Specific Gravity: 0.921
Flash Point: -5°C
Shelf Life: 6 months from the date of manufacture if stored in a cool dry place away from direct sunlight and heat
Minimum Packing: 1 litre in metal container
Part B: Hardener
Cross Linker: Solution of Thiophosphoric acid
TRIS-(P-ISOCYNATOPHENYLESTER)
Minimum Packing: Bottles containing 50gms. Of cross linker packed in card board box packing.
Part A + Part B: Mixed Adhesive
Mixed Ratio: 1 litre of HR-120 DEGREE (Part A) with 1 small bottle of cross linker (Part B)
Pot life: One hour (in between coats keep the mixed adhesive with lid placed on the container)
Curing Time: 15 minutes in between coats subject to humidity in the atmosphere
Tack Retention Time: 15 minutes
No. of coats: 2 & 3 for critical applications
Coverage: 0.6 to 0.7 square meter per litre
Application Procedure(Conveyor Belt Jointing)
Conveyor belt is to be spliced as per the splice geometry. For cold joint cutting is to be done accurately as unlike hot vulcanizing there is no rubber flowing hence any gap in plies could result in poor joint. The plies are to be buffed with an emery grinder to make the surface little rough clean the surface with a wire brush and later with a 2 inch hair brush. Apply the solution on both the surfaces and leave it for 15 minutes to dry. Two coats are sufficient for small belts but for large and critical belts 3 coats are required. Apply 2nd coat till it dries then apply 3rd coat. After applying 3rd coat wait for 10 minutes and then join the surfaces in an inclined manner to avoid air entrapment roll down with a roller. Hammer with a high impact hammer in all the portion of the joint. Hammering is most important as it is a contact adhesive hammering ensures an everlasting bond. You may start the conveyor immediately after jointing. The joint strength will keep on increasing with time.
Precautions:
Ensure: First coat is thoroughly dried.
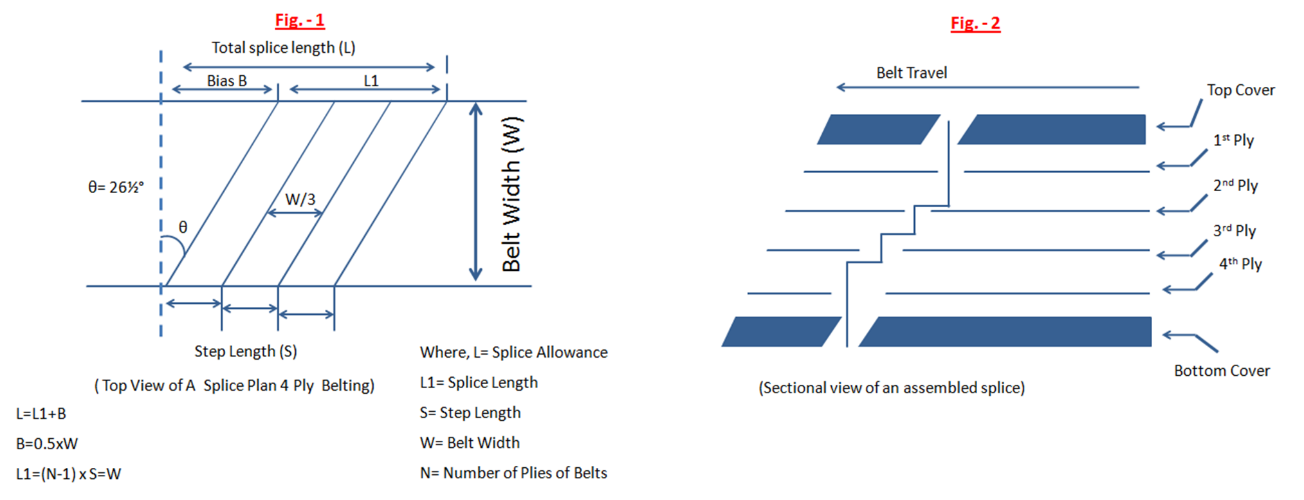
Splice Geometry For Carrying Out Fool Proof Splicing:
Application Procedure (Rubber To Metal Bonding Applications):
The surface of the metal to be jointed should be sand blasted. The surface should be immediately applied with one thick coat of the solution. To avoid any dirt, dust or any moisture ingress. The surface ready for lining. The surface of the rubber is to be grinded with emery grinding machine. Clean the surfaces with a brush for dirt, dust or any impurities. The surfaces are ready for joining. Mix the solution with the hardener. Apply one coat of solution with the brush on both surfaces. Allow it to dry for 15 minutes apply second coat and again allow it to dry for 15 minutes. After applying the last coat wait for 10 minutes and then join the surfaces in an inclined manner to avoid air entrapment. Roll Down with a roller to remove any entrapped air. Hammer the surface thoroughly. Hammering with high impact hammer ensure a uniform and everlasting bond. During last coat adequate care is to be taken for ensuring proper drying. Under drying & over drying is detrimental for a perfect bond. For critical application use 3 coats. The bond strength Meets IS: 4682 for tank and vessel lining. Though the Indian standard is for hot vulcanizing we meet the same specification with cold vulcanizing.
SUPER TACK CLAIMS:
Though many manufacturers claim cold vulcanizing is at par with hot vulcanizing process. We still feel hot vulcanizing is far better than cold vulcanizing. SUPER TACK Cold Vulcanizing has narrowed the gap between hot vulcanizing and cold vulcanizing. With our material you achieve very close results to hot vulcanizing and success rate has gone up considerably. You will agree the weakest link of a conveyor belt is the joint where you are always having 1ply short hence your belt strength falls by 20% at least. Our material gives you peel strength & shear strength 20% less than the mother belt hence assuring you a trouble free operation.
For any technical assistance please feel free to send us enquiry.
Due to continues research and development product specification is subject to change without notice.
Contact Us
(+91) 9830039165
Conveyor Belt
Cold Repair Materials